
【技术支持】焊接变位机的安全操作及变位自由度
以下是焊接变位机的安全操作规程,希望大家在操作的时候能严格遵守并按焊接变位机的规程执行。

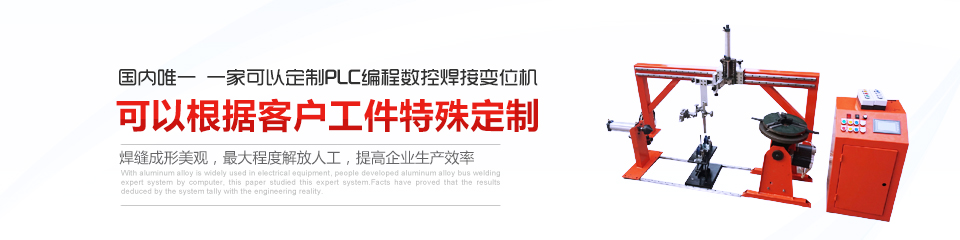
上弘重型焊接变位机
1. 遵守焊工安全操作规程。
2. 安装和拆卸工件时,检查圆压板是否已取出及压板是否退回到位,以防工件损坏夹具。
3. 吊装工件时,必须平稳水平,不能有大幅度摆动,防止工件碰撞夹具,以免损坏夹具。
4. 吊装工件时,必须安装稳妥后才能将吊索拿离工件。
5. 拆卸工件时,必须将工件先用吊索吊稳后才能将工件松开。
6. 工件落到夹具上时,要轻放,不得对夹具及变位机有过大的冲击。
7. 工件安装必须按要求定位,全部夹具的螺母、螺栓都要拧紧,压板压紧,安装完成后需试转检查,确认装稳后才能正式作业。
8. 转动前应检查工作回转范围内有无其它物品避免发生碰撞。
9. 工件转至作业位置后,须将电源开关关闭,切断电源防止误动作。
10.工件安装须注意工作中心,不得偏离重心位置。
11.不得超重、超负荷运载。
12.工件需要登高焊接时,须用登高踏板,且登高踏板须放置稳妥后,才能登高操作。涉及到用户对设备装备的理念,以及考虑用于手把焊和自动焊的不同用途,选择和设计焊接变位机时,除主变位自由度外,还要考虑增加辅助变位自由度。
另外,某些焊件,由于焊缝分布简单,用一个回转自由度就可以解决焊件中大部分和重要焊缝的船焊要求,其余少量非重要焊缝,虽然,不能实施船角焊,但可以实施平角焊。这样,为简化设备造价,工艺上便考虑采用单自由度或功能退化的焊接变位机,即单回转式变位机。根据使用要求,同样也可以增加辅助自由度。
还有一些工位变位机,为适用于焊接工位的工艺要求,这种焊接变位机的某些自由度,与施焊无关。还有从工位设计和稳定性考虑,两台或多台焊接变位机合并设计,这样就出现了多种工位变换和组合式多自由度焊接变位机产品。
----责任编辑:上弘焊接变位机03采购顾问
版权所有http:www.jnsh88.com(上弘变位机)转载注明出处


焊枪")
最新产品
同类文章排行
- 您知道为什么?济南上弘焊接变位机厂家越来越贵
- 如何让自动焊接更方便?济南上弘焊接变位机厂家在努力
- 【小窍门】上弘解密如何选择焊接变位机厂家
- 【抄袭】上弘环缝自动焊接变位机厂家被指抄袭,是真是吗?
- 【爆】上弘轻型焊接变位机与数控自动焊接变位要有什么区别呢?
- 【920】上弘自动焊接变位机厂家在阿里大获全胜
- 【天价】上弘数控自动焊接变位机厂家哪里来的自信?
- 【提问】上弘自动焊接变位机厂家为什么变了?
- 【首位】生产数控自动焊接变位厂家是上弘吗?
- 【揭秘】山东上弘小型自动焊接变位机厂家
最新资讯文章
您的浏览历史

 地 址:济南市历城区华山路西首路南
地 址:济南市历城区华山路西首路南 电 话:0531-68809680
电 话:0531-68809680 传 真:0531-88779778
传 真:0531-88779778 邮 箱:103476264@qq.com
邮 箱:103476264@qq.com
